Oxy-fuel Cutting 101: The Basics of this Metal Cutting Technique
Metals and alloys are sold in sheet, plates, or tubes form. These materials must be cut to produce parts in the desired shapes.
Of course, metal cannot be cut with just any cutting process. One proven technique is oxy-fuel cutting, sometimes referred to as flame cutting, torch cutting, or even pure oxygen cutting.
Below, our metal cutting specialists answer the most frequently asked questions about oxy-fuel cutting.
Definition of Oxy-fuel Cutting
Oxy-fuel cutting is a thermal metal cutting process commonly used in mechanical manufacturing.
This process uses a jet of pure oxygen directed over a surface of metal brought to its melting point. This technique involves heating the part to a very high temperature.
It is the rapid oxidation (a chemical reaction between pure oxygen and steel to form iron oxide) under the oxygen jet that cuts the metal, rather than power of the jet itself.
To reach the melting temperature of steels, an oxygen-acetylene welding station (about 1,300°C) is generally used, but equipped with a special oxy-fuel cutting torch.
Metals Compatible with Oxy-fuel Cutting
Oxy-fuel cutting is effective for cutting metal plates of various thicknesses, metal profiles and other shapes.
However, it is important to note that only metals whose oxides have a lower melting point than the base metal can be cut with oxy-fuel cutting.
For this reason, low-carbon steels and some low alloy steels are ideal materials for oxy-fuel cutting.
On the other hand, oxy-fuel cutting is less suitable for non-ferrous materials such as aluminum because pure oxygen does not react significantly with these metals.
Give us an oxy-fuel cutting job today!
Description of the Oxy-fuel Cutting Process
The oxy-fuel cutting process consists of three sequential phases: preheating, piercing and cutting.
1
Phase 1: Preheating
Prior to cutting, the metal must be heated to its ignition temperature (e.g. approximately 1,800°F for steel). This first step promotes its reaction with oxygen.
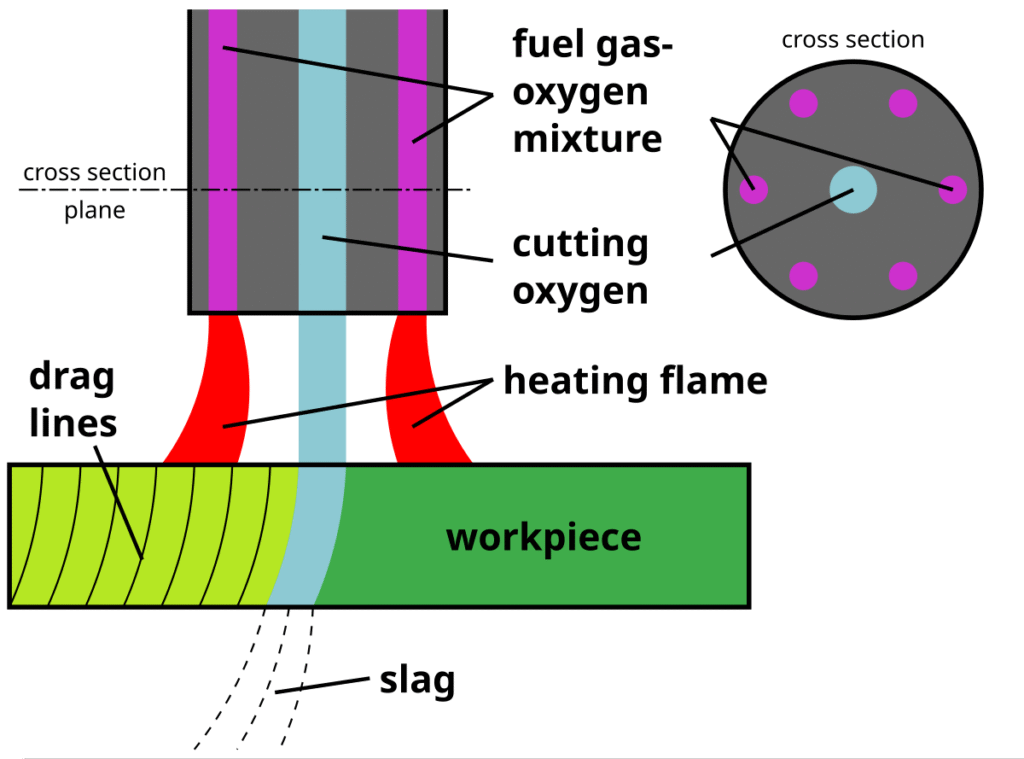
A torch is typically used to provide the preheating flames. In this “ox-yfuel” torch, a combustible gas (often acetylene) is mixed with oxygen to create a highly flammable mixture. Most oxy-fuel torches have a nozzle with multiple holes that form a circular pattern that concentrates the combustible gas mixture into several small jets. When this mixture ignites outside the nozzle, the preheating flame forms at the tip.
A precise fuel/oxygen ratio setting is the key to adjusting the preheating flame, achieving the highest possible temperature with the smallest possible flame. This detail is crucial, as a small flame concentrates heat on a smaller area of the metal surface being cut, enhancing precision and efficiency.
2
Phase 2: Piercing
After the preheating flame is applied, the surface of the metal to be cut reaches ignition temperature. The jet of pure oxygen is then directed at the heated zone in a fine, high-pressure stream.
When this cutting stream reaches the preheated steel, the rapid oxidation process begins, turning the oxidized metal into molten slag. This slag must be removed or expelled to allow the oxygen flow to pass completely through the metal plate.
3
Phase 3: Cutting
Once the oxygen flow has passed through the sheet, the torch can be moved at a constant, precise speed to achieve a continuous cut. The resulting molten slag is blown away as the torch moves.
The heat generated by the chemical reaction between oxygen and steel preheats the surface of the sheet just ahead of the cut. However, since this heat is not high enough to make a cut without a preheating, the flame is used throughout the process to add heat as the torch moves.
How Thick Can Metal Be Cut with Oxy-fuel Cutting?
Oxy-fuel cutting is well suited for chamfering and making cuts of various shapes and thicknesses: from 3.2 mm to over 300 mm (⅛ in. to over 12 in.).
This technique is particularly relevant and effective for thicknesses greater than 25/50 mm, where plasma cutting reaches its limits.
The Advantages of Oxy-fuel Cutting
Compatible with Thick Metal Sheets
Oxy-fuel cutting can handle large sheets up to 10″ thick, a capability not offered by many other metal cutting techniques.
Good Cutting Accuracy
Oxy-fuel cutting delivers clean, precise cuts, although it can leave a heat-affected zone along the cut edge.
Economical Process
Oxy-fuel cutting is considered economical because it allows metals to be cut quickly using relatively inexpensive tools.
Equipment Required for Oxy-fuel Cutting
1 – Oxy-fuel Cutting Torch
This is a device features a handle and a cutting head. The cutting head is equipped with multiple orifices for the supply of fuel gases and pure oxygen. It can be adjusted to control both flame size and gas pressure.
2 – Gas Cylinders
Two types of gas cylinders are required: one for pure oxygen and one for fuel gas, usually acetylene. These cylinders are under pressure and must be handled with care. They are connected to the torch with hoses.
3 – Pressure Regulators
These devices are mounted on gas cylinders to regulate the pressure of the gases entering the torch. They are essential to maintain a constant, controlled pressure during cutting.
4 – Igniter or Spark
This is a device used to ignite the fuel gas at the torch outlet. It can be a spark produced by a flint, an ignition source built into the torch or another suitable ignition device.
5 – Protective Equipment
Since oxy-fuel cutting involves the use of open flames, it is essential to wear appropriate protective equipment. This may include safety glasses, face shield, heat-resistant gloves, flame-resistant clothing, and safety shoes.
Examples of Oxy-fuel Cutting Applications
Oxy-fuel cutting is widely used in various industries for a variety of thermal cutting applications. Here are some common examples of oxy-fuel cutting applications:
Metal Fabrication
Oxy-fuel cutting is used to cut steel beams, columns, plates and other structural elements used in the construction of buildings, bridges, walkways, footbridges and metal structures in general.
Shipbuilding
The shipbuilding industry relies on oxy-fuel cutting to cut steel plates for the construction of hulls, superstructures, bridges and other structural components.
Heavy Machinery and Equipment Manufacturing
Oxy-fuel cutting is effective for cutting metal parts for industrial machinery and equipment, such as frames, supports, bases, pinions, gears, etc.
Steel Structure Repair
When a steel structure needs repair or modification, oxy-fuel cutting can be used to remove damaged parts or cut openings in the existing structure.
Industrial Demolition
Oxy-fuel cutting is used in the demolition industry to cut and dismantle large metal structures such as bridges, tanks, chimneys and pipes.
Metal Recycling
Oxy-fuel cutting is ideal for cutting large pieces of scrap metal or end-of-life vehicles to facilitate the metal recycling process.
Oxy-fuel Cutting 101: The Bottom Line
In summary, oxy-fuel cutting is a metal cutting technique that works well for cutting sheets that are too thick for plasma or laser cutting.
It’s also important to remember that oxy-fuel cutting is a potentially hazardous process and requires proper training to perform safely.
Our metal cutting department always takes all the necessary precautions when performing oxy-fuel cutting.
If you’d like to learn more about this technique or discuss a project with us, please don’t hesitate to contact us!

